This page provides descriptions of the laboratory equipment and their locations, to facilitate training for lab members and support collaboration with other groups and institutions interested in utilizing this equipment. Access is restricted to lab members and collaborators. The FAMES Lab equipment is cataloged below, and each item featured on this page includes a link to its respective catalog entry. The available virtual tour of the lab, also discussed on the laboratory's webpage, complements the lab catalog by providing a visual and interactive way to locate equipment, understand its context and technical details, improve training, and enhance accessibility.
Featured below are selected key equipment of the FAMES Lab.
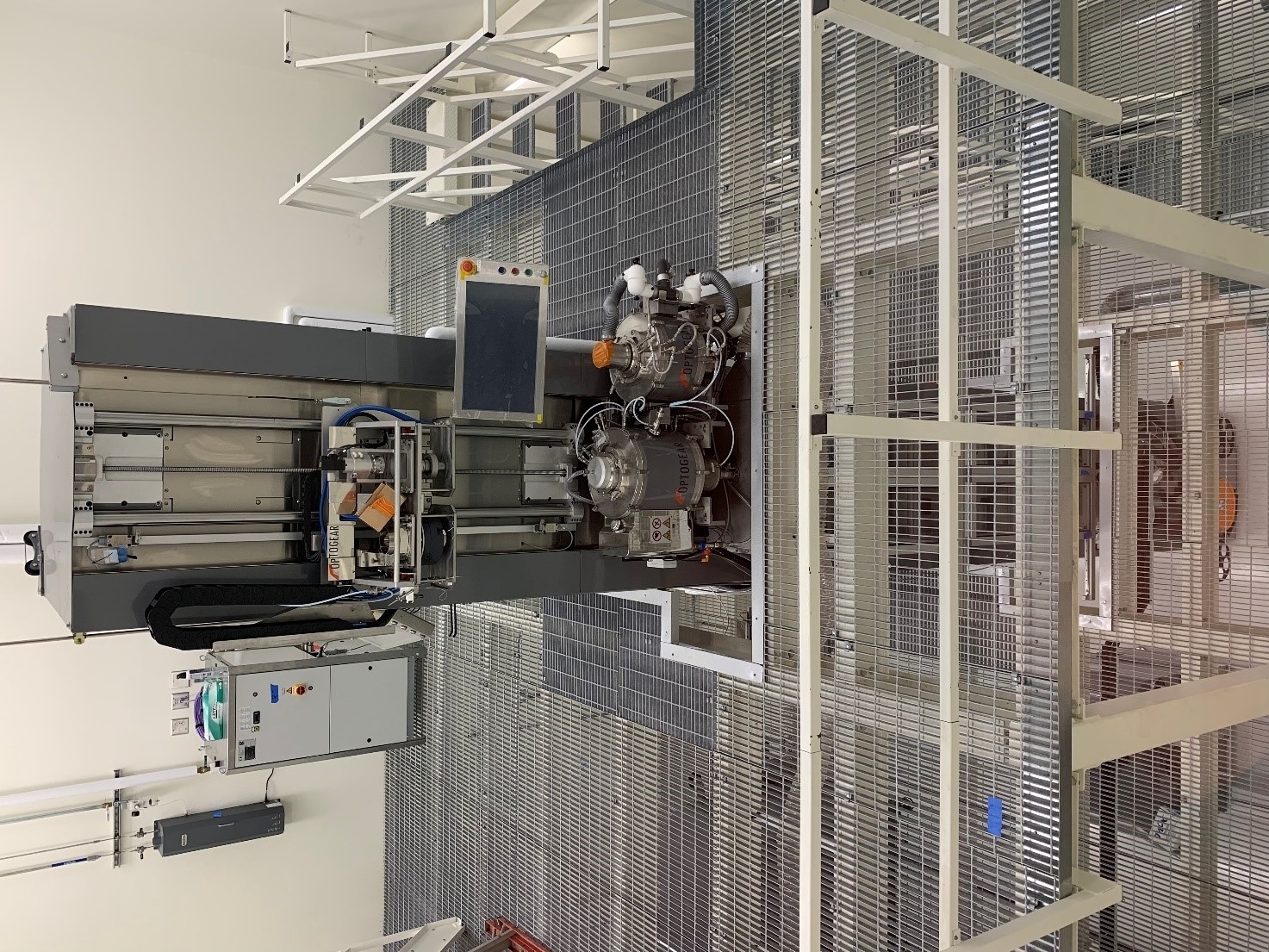
Specialty Fiber Draw Tower (Optogear OG-510 D) – A 26-ft. high setup for thermal drawing of specialty fibers. Thermal drawing is a process commonly used in the fabrication of optical communication fibers. In this process, a glassy rod (preform) is fed into a furnace from the top, where it is heated to become a viscous liquid and is drawn into a fiber from the bottom of the furnace, similar to pulling taffy.
The draw tower at the FAMES Lab is a double-sided setup with two independent draw lines, equipped with three furnaces designed for fused silica, soft glasses, and polymers. Temperature range: room temperature to 2500°C (4532°F). The system accepts preforms up to 50 mm (1.97”) thick and produces high-quality fiber at a rate of up to 100 m/min (328 ft/min).
For detailed specifications and additional information, please refer to the catalog entry here. (access required)
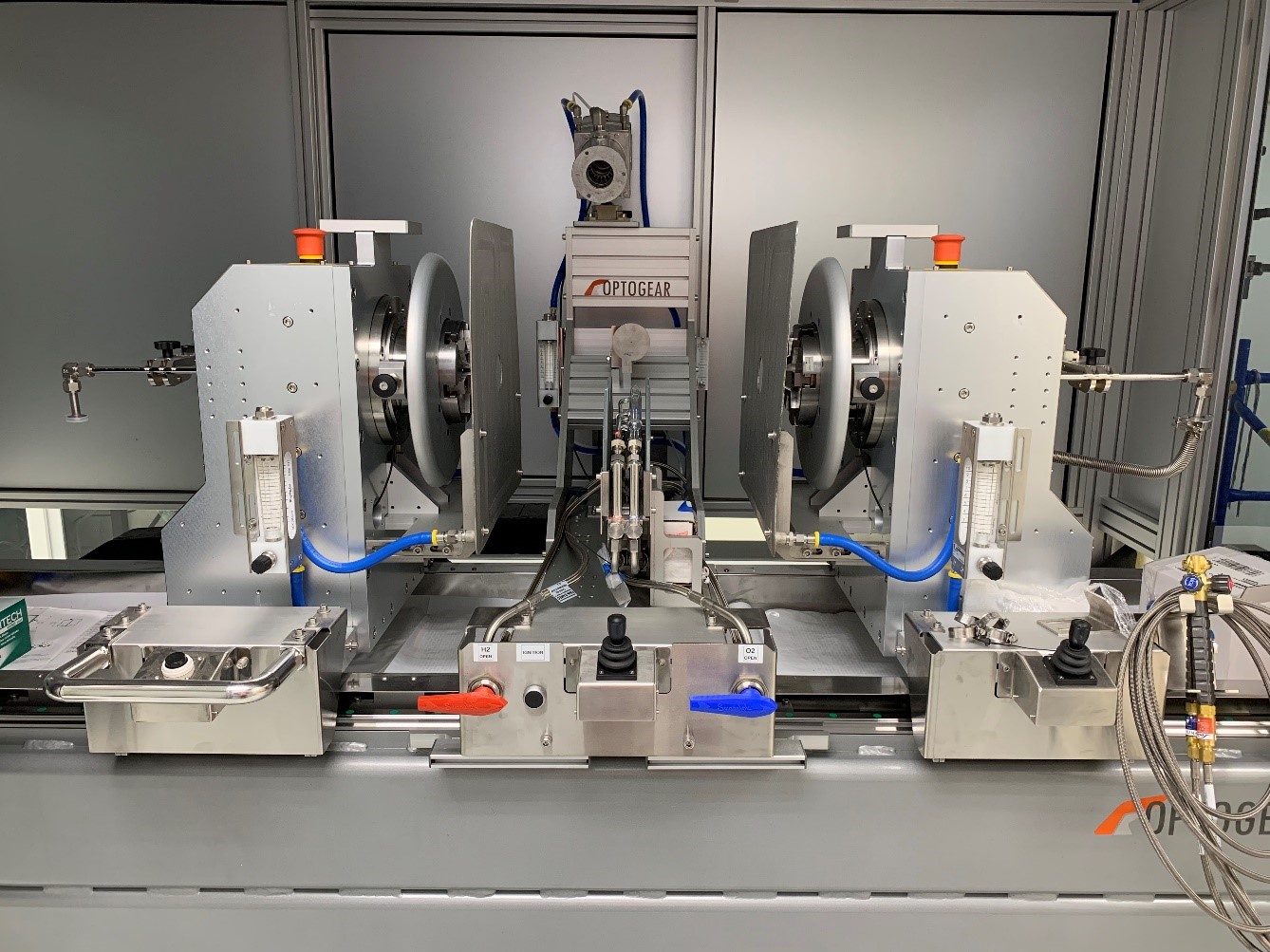
Glass Working Lathe (Optogear OG-440) – A setup for fabricating silica glass fiber preforms. This system is capable of scaling and collapsing glass tubes at a controllable rate, and sealing core materials within the preform under high vacuum (10⁻⁵ mbar) using hydrogen-oxygen burners and a turbo-pump vacuum system. Temperature range: 1000°C to 2500°C (1832°F to 4532°F), with a heat capacity of 35 to 40 kW (120,000 to 137,000 BTU/h).
For detailed specifications and additional information, please refer to the catalog entry here.
Spark Plasma Sintering (SPS) Hot Press (AGUS-PECS SS-250Rx) – In SPS, RF current is passed through a powder compact. Heat is generated mainly at the boundaries between powder grains due to increased impedance, allowing compacting the powder without melting the grains, in contrast to conventional hot pressing. This preserves the size- and structure-dependent properties of individual nanoparticles. Due to the very high heating/cooling rate (up to 1000 K/min), sintering of a sample takes only a few minutes. SPS is a preferred method for preparing ceramics based on nanoparticles with enhanced magnetic, magnetoelectric, piezoelectric, thermoelectric, optical, or biomedical properties. It allows sintering nanotubes/nanowires without destroying their structure and sintering materials with dissimilar melting points into the same compact.
The FAMES Lab SPS system is capable of handling sintering loads ranging from 2 to 250 kN (450 to 56,202 lbf) and operates across a broad temperature range, from room temperature to 2500 °C (4532 °F). It supports a maximum sample height of 30 mm and varying maximum sample diameters, depending on the processing temperature. For high-temperature materials (up to 2500 °C), the maximum diameter is 30 mm (1.18”); for semiconductors (up to 1500 °C), it is 60 mm (2.36”); for borosilicates (up to 700 °C), the diameter increases to 100 mm (3.94”); and for polymers (up to 300 °C), the maximum diameter remains 100 mm (3.94”).
For detailed specifications and additional information, please refer to the catalog entry here. (access required)
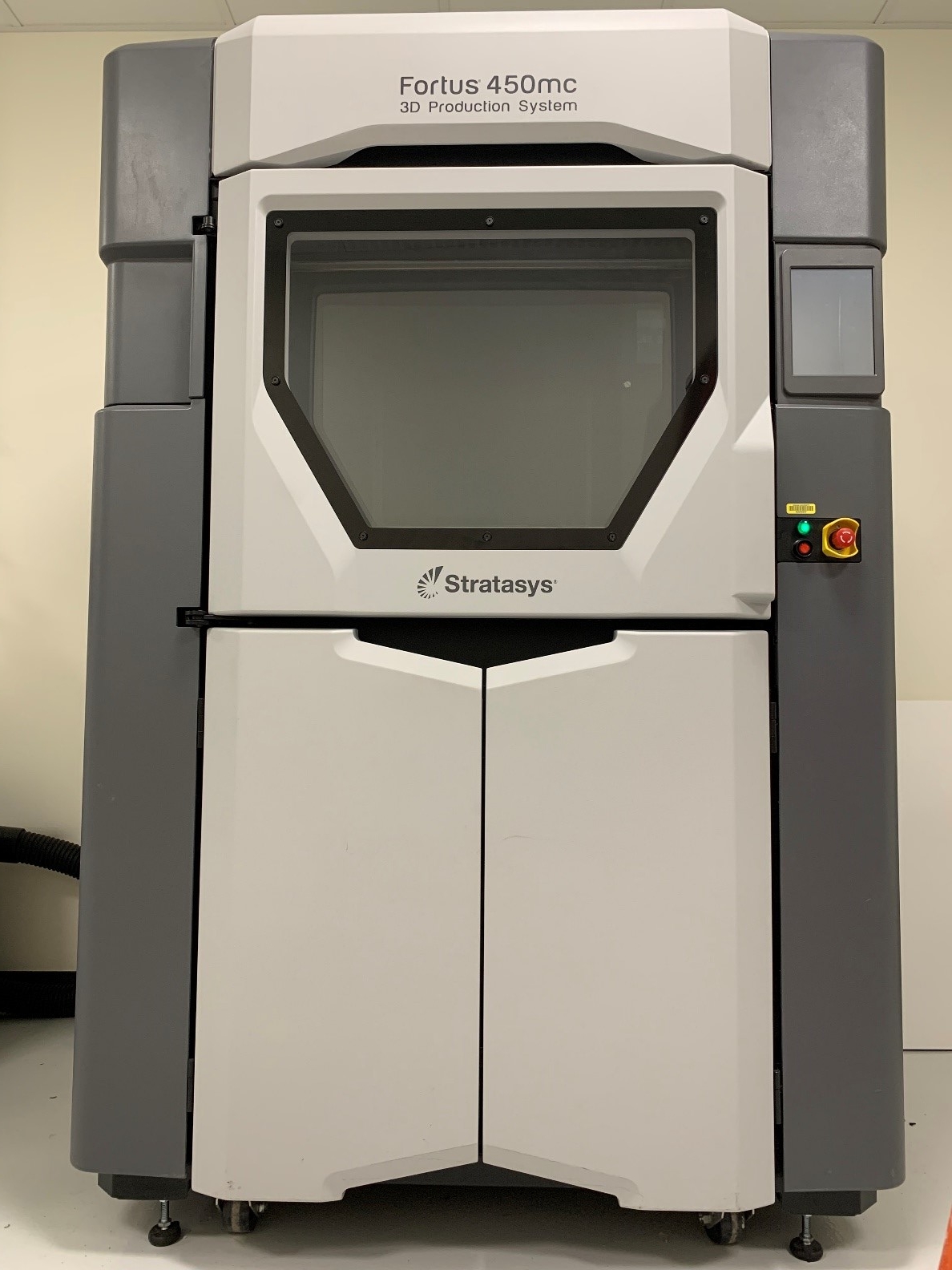
Production-grade Fused Deposition Modeling (FDM) 3D Printer (Stratasys Fortus 450mc) – The Stratasys Fortus 450mc is a thermoplastic-extrusion industrial 3D printer with a build envelope of 406 x 355 x 406 mm (16 x 14 x 16 in.). In addition to standard thermoplastics such as ABS, Ultem, FDM Nylon, ASA, PC, and ST-130, it can optionally run high-performance thermoplastics tailored for specialized production parts in industries like medical, aerospace, research, and defense.
Our machine is currently configured to use translucent natural PC-ISO—a biocompatible grade thermoplastic suitable for pharmaceutical, food packaging, and medical applications. It operates with soluble supports and offers a high-resolution output of 0.127 mm (0.005 in.).
For detailed specifications and additional information, please refer to the catalog entry here.
Research-grade Binder Jetting (BJ) 3D printer (ExOne Innovent+) – Binder Jetting (BJ) is an additive manufacturing process where a liquid binding agent is selectively deposited to join powder particles. Layers of material are bonded to form an object as the printhead strategically deposits the binder into the powder. The job box lowers, a new layer of powder is spread, and the binder is deposited again. Over time, the object is created through this layering process.
Binder Jetting operates similarly to traditional paper printing: the binder acts as the "ink," and the powder layers serve as the "paper," combining to form the final product. This technology supports a variety of materials, including metals, sands, and ceramics. Printed parts are typically cured to remove excess binder and sintered to reduce porosity, enhancing mechanical properties.
Our printer features a print volume of 160 x 65 x 65 mm (6.3 x 2.5 x 2.5 inches) and is equipped with a 30-picoliter voxel printhead and an ultrasonically agitated re-coater. This setup enables successful printing of powders with diminished flow properties or a tendency to agglomerate, while effectively minimizing pluming.
For detailed specifications and additional information, please refer to the catalog entry here.
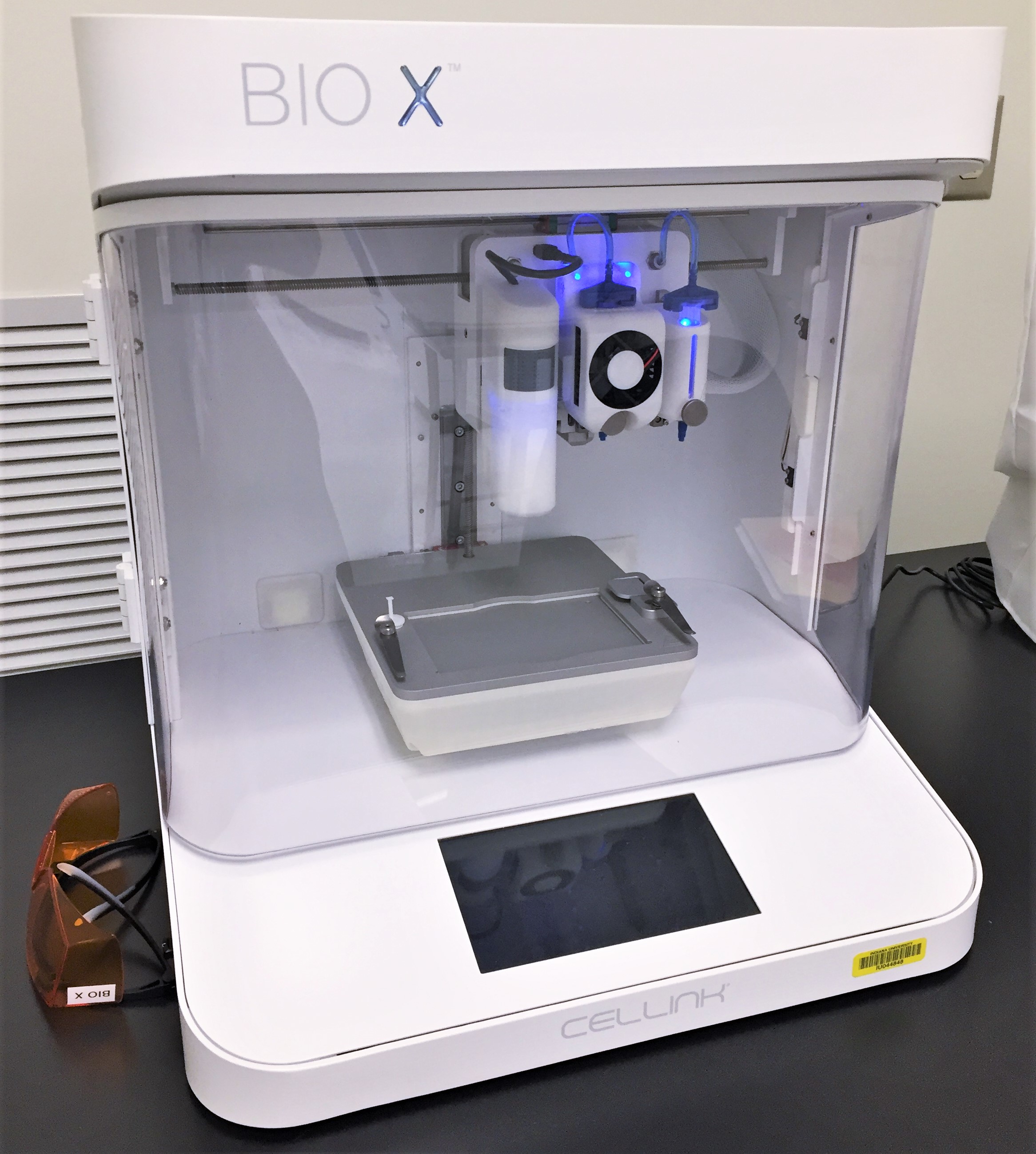
Bioprinter (Cellink BioX) - 3D bioprinting enables the creation of precisely controlled 3D cellular models and tissue constructs by engineering anatomically-shaped substrates with tissue-like complexity. This technology holds the potential to address critical unmet needs in medical research, including applications in cosmetics testing, drug discovery, regenerative medicine, and functional organ replacement. A variety of materials, methods, and cell types can be utilized to fabricate the desired tissue constructs.
The Cellink BioX bioprinter supports printing with thermoplastics, UV-curable, and thermoset bioinks using both jetting and continuous extrusion modes. Bioinks are hydrogel suspensions containing living cells and biomaterials that mimic the extracellular matrix (ECM) environment, facilitating cell adhesion, proliferation, and differentiation after printing.
For detailed specifications and additional information, please refer to the catalog entry here. (access required)
Video: Manufacturing-level testing of the draw tower by drawing a silica glass fiber.
List of equipment by location
Here follows a complete list of the resources available at the facility.
Equipment
Manufacturer / model
Use
Specialty Fiber Draw Tower
Optogear Inc., model OG-510 D
Thermal draw of polymer, soft glass an silica specialty fibers
Equipment
Manufacturer / model
Use
Polypropylene fume hood
Hydrofluoric acid silica glass etching for preform fabrication
Explosion and flame protected walk-in fume hood
Chalcogenide glass synthesis and manual butane-oxygen torch processing